
Ce qui m'inquiète le plus : les variations d'un lot à l'autre. J'ai donc mis au point un système qui stoppe ces variations avant qu'elles ne commencent.
Vous pouvez le savoir grâce aux données. J'enregistre chaque cycle de chauffage, je contrôle le four par API en boucle fermée, je teste la dureté et la profondeur de cémentation par lot, je coupe des échantillons pour l'analyse de la microstructure, et je partage des rapports complets liés à votre bon de commande (PO). Je calibre selon les normes internationales et publie les taux de rejet.
Vous voulez peut-être des preuves, pas des promesses. Vous les obtiendrez. Je vous donne les courbes brutes, les feuilles de résumé, les plans d'échantillonnage, les journaux d'étalonnage et les identifiants de lot traçables. Vous pouvez vérifier n'importe quelle étape ultérieurement. Cela maintient votre risque faible et votre marque en sécurité.
Quelles méthodes utilisez-vous pour surveiller le traitement thermique (par exemple, dureté, profondeur de cémentation)?
J'ai vu des pièces de train de roulement réussir un test et échouer le suivant. C'est pourquoi je teste l'acier, le cycle et le résultat. Je ne me fie pas à un seul point.
J'utilise des capteurs en cours de processus et des tests après processus. J'enregistre la température et le temps, je contrôle la trempe et l'agitation, puis je vérifie avec des tests de dureté, des mesures de microdureté pour la profondeur de cémentation, et la métallographie. J'exécute également des cartes SPC (contrôle statistique des processus) et je verrouille le processus lorsque les tendances dérivent.
Ce que je mesure et pourquoi
Je surveille toute la chaîne. Je vérifie la nuance d'acier et la propreté 1 entrantes. J'enregistre les points de consigne du four et les températures réelles. Je contrôle l'atmosphère et le potentiel carbone pour les zones cémentées 2. Je surveille la température de l'huile de trempe et l'agitation. Je teste les propriétés finales pour correspondre à votre spécification.
- Dureté : Rockwell HRC pour les pointes de dents de barbotin et les bandages de galets de roulement ; HBW pour les cœurs lorsque nécessaire.
- Profondeur de cémentation : mesure de microdureté jusqu'au seuil de 50 HRC (ou le vôtre).
- Microstructure : coupes transversales attaquées pour confirmer la martensite revenue dans la couche superficielle 3, un cœur bainitique/perlitique tenace, pas de carbures en réseau, pas de couche blanche.
- Décarburisation : vérification des bandes de surface molle.
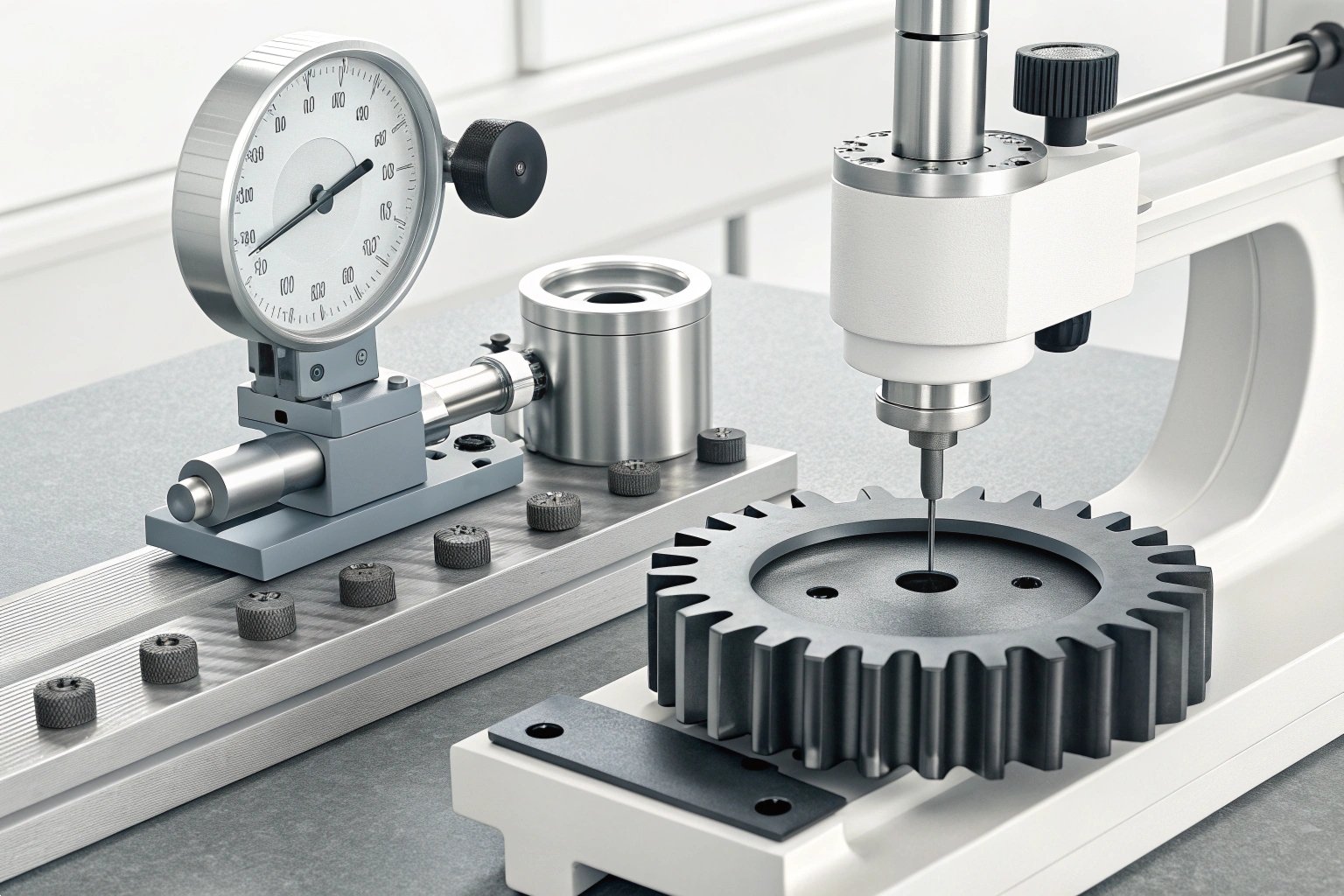
- Distorsion : calibrage des dimensions critiques après traitement thermique 4.
- Équilibre des contraintes résiduelles : fenêtres de processus définies pour limiter la fissuration.
Je ne me fie pas à un seul test. Je contre-vérifie. Si la dureté est bonne mais la profondeur de cémentation est faible, j'arrête le lot. Si la microstructure est incorrecte, j'arrête la ligne même si la dureté semble correcte. Cela empêche d'avoir des « bons chiffres, mais de mauvaises pièces ».
Plan d'échantillonnage, fréquence et limites
J'utilise un plan d'échantillonnage fixe que vous pouvez adopter ou modifier.
- Contrôle visuel et dimensionnel à 100 % après traitement thermique.
- $\ge$10 % de contrôle de dureté par lot par emplacement critique (dent, bandages, couronne).
- 2 coupons par 100 pièces pour la microstructure et les mesures de microdureté.
- Une coupe métallographique complète par lot au minimum, même sur de petits lots.
- SPC sur la moyenne et l'étendue de la dureté ($\bar{X}-R$) 5, avec des règles de contrôle et des plans de réaction.
Cibles typiques pour les composants de train de roulement
| Type de pièce | Dureté de surface (HRC) | Dureté du cœur (HBW/HRC) | Profondeur de cémentation effective (mm @ 50 HRC) |
|---|---|---|---|
| Dent de Barbotin | 52–58 | 28–36 HRC (approx. 270–340 HBW) | 2.0–4.0 |
| Bague de Maillon de Chaîne | 58–62 | 30–36 HRC | 1.5–3.0 |
| Bandage de Galet Porteur/Galet de Roulement | 50–56 | 25–32 HRC | 2.0–3.5 |
| Couronne de Roue Folle | 50–56 | 25–32 HRC | 2.0–3.0 |
Je règle des alarmes lorsque n'importe quelle lecture tend vers une limite. Je retiens le lot si deux lectures consécutives s'approchent du seuil. Je ne libère le lot que s'il atteint les objectifs de résistance et de ténacité.
Puis-je obtenir des rapports de traitement thermique pour ma commande spécifique?
Avant, j'envoyais seulement un COA (certificat d'analyse). Ce n'était pas suffisant. Les acheteurs ne pouvaient pas voir le cycle. J'ai changé cela. Maintenant, je partage des données complètes auxquelles vous pouvez vous fier.
Oui. J'attache un rapport de lot à votre bon de commande (PO). Il comprend l'ID du four, l'opérateur, les données de thermocouple, la courbe temps-température, le temps de maintien, l'atmosphère, les détails de la trempe, la carte de dureté, la profondeur de cémentation, les photos de microstructure, et les étiquettes Pass/Fail (Conforme/Non Conforme). Je le signe et le conserve pendant dix ans.

Ce que le rapport comprend
Je le garde simple à lire et suffisamment détaillé pour un audit. Vous obtenez un résumé d'une page et un ensemble de données.
- Lot et traçabilité : PO, ordre de travail, numéro de chauffe/lot, code de marquage laser sur les pièces.
- Infos four : ID, cartographie de zone, statut d'étalonnage au moment de l'exécution, dates SAT/TUS.
- Données de cycle : préchauffage, température et temps d'austénitisation, taux de montée en température, temps de maintien.
- Atmosphère : potentiel carbone (le cas échéant), débits, point de rosée.
- Trempe : type de milieu, température, vitesse d'agitation, temps de transfert.
- Revenu : température et temps, nombre de revenus.
- Résultats : dureté par emplacement, mesure de microdureté, profondeur de cémentation, micrographies.
- Disposition : conforme (pass), retravail (rework), ou rejet (reject), avec les numéros NCR si applicable.
- Approbation : opérateur, ingénieur QC, responsable QA.
Je fournis le rapport en PDF, plus les données CSV pour votre système, si vous le souhaitez. Je l'envoie également par lot et par carton d'expédition lorsque vous le demandez. Je peux inclure le rapport à l'intérieur de la boîte et dans votre portail.
Exemple d'instantané de données de rapport
| Champ | Exemple de valeur |
|---|---|
| PO Client / OT | PO# US-45933 / OT# TT-24-1107 |
| ID du Four | TTF-03 (3 zones, Classe 3) |
| Début / Fin d'exécution | 2025-10-14 08:22 / 2025-10-14 11:55 |
| Austénitisation | 860°C pendant 45 min ($\pm$3°C) |
| Potentiel carbone | 0.90 % ($\pm$0.05 %) |
| Trempe | Huile 70°C, agitation 60 %, transfert 6 sec |
| Revenu | 200°C pendant 2 heures $\times$ 2 cycles |
| Dureté (pointe de dent) | 55.2 / 55.6 / 55.1 HRC |
| Dureté du cœur | 30.8 HRC |
| Profondeur de cémentation effective (ECD @ 50 HRC) | 2.8 mm, 2.7 mm, 2.9 mm |
| Microstructure | Martensite revenue en surface ; perlite fine au cœur |
| Disposition | CONFORME |
Vous pouvez faire correspondre n'importe quelle pièce au rapport grâce au marquage laser 6. Je conserve tous les journaux bruts, donc si vous avez besoin d'un examen plus approfondi ou d'un audit par un tiers, je peux partager les fichiers.
Comment étalonnez-vous vos fours de traitement thermique?
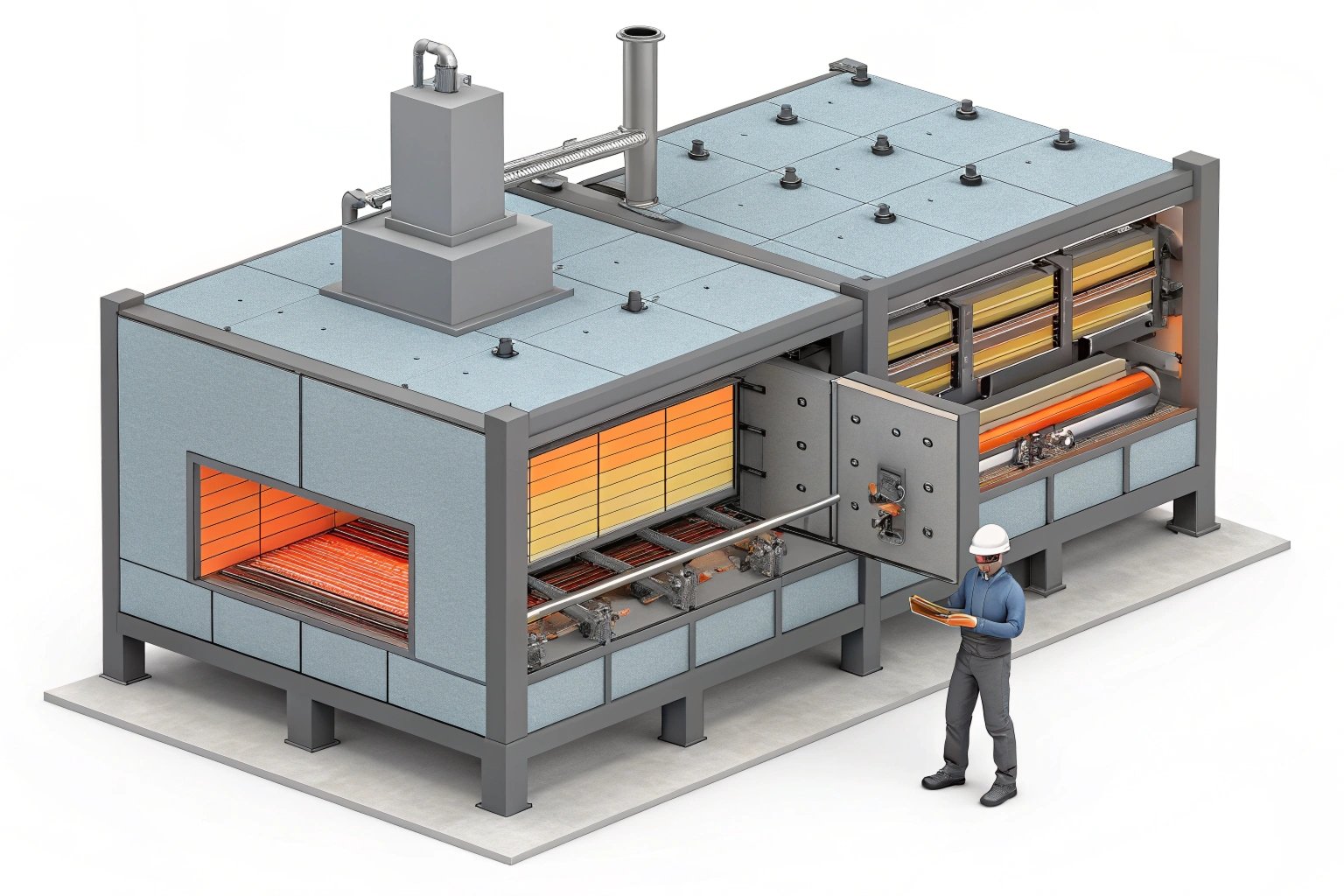
Je ne fais pas confiance à un four non vérifié. La dérive se cache dans les capteurs et les zones. J'étalonne donc selon un calendrier strict et je prouve l'uniformité avec des relevés de cartographie (TUS).
J'étalonne avec des thermocouples traçables, j'effectue des Tests de Précision du Système (SAT) et des Relevés d'Uniformité de la Température (TUS) à une cadence définie. Je cartographie les zones, j'ajuste les commandes et je verrouille les recettes. J'étalonne également les duromètres et vérifie les systèmes de trempe selon un plan de routine.
Portée et cadence de l'étalonnage
Je suis un plan strict. Je garde des enregistrements et des étiquettes sur chaque actif.
- Étalonnage des instruments : contrôleurs, enregistreurs et capteurs vérifiés avec des étalons certifiés.
- SAT : compare les lectures du capteur de contrôle du four à un instrument de test étalonné.
- TUS : cartographie la température en plusieurs points dans la zone de travail pour trouver les points chauds et froids.
- Thermocouples 7 : étalonnage des TC neufs et usagés, y compris le contrôle des lots de fils.
- Duromètres : machines Rockwell et de microdureté étalonnées et vérifiées.
- Systèmes de trempe : contrôle de la température de l'huile et vérification de la sortie d'agitation.
Contrôle de l'uniformité
J'effectue des TUS sur chaque zone de travail du four. J'opère à des points de consigne cibles qui correspondent à nos pièces. J'ajuste le PID et j'équilibre les zones pour maintenir une uniformité stricte. Je verrouille les recettes par numéro de pièce. J'enregistre également les alarmes et les accusés de réception de l'opérateur.
Résumé du plan d'étalonnage
| Actif / Activité | Méthode | Fréquence |
|---|---|---|
| Étalonnage des instruments | Vérification des étalons traçables | Tous les 6 mois |
| SAT | Contrôle vs. instrument de test | Mensuel (Classe 3) |
| TUS | Relevé de 9 à 15 points par point de consigne | Trimestriel |
| Thermocouples | Étalonnage des lots, journaux d'utilisation | Chaque lot ; remplacement à l'usure |
| Duromètre Rockwell | Blocs de vérification indirects | Vérification quotidienne ; étalonnage 6 mois |
| Microduromètre | Blocs de test certifiés | Vérification hebdomadaire ; étalonnage annuel |
| Huile de trempe | Viscosité, eau, contamination | Mensuel ; changement selon spécification |
J'exécute des études MSA sur les duromètres 8. Je forme les opérateurs et les certifie. Je verrouille l'accès aux points de consigne avec des connexions basées sur les rôles. Je sauvegarde toutes les données. Je conserve les pistes d'audit. Je peux vous montrer les trois derniers tracés TUS pour n'importe quel four sur demande.
Quel est votre taux de rejet pour les pièces qui échouent au contrôle qualité du traitement thermique?
Je ne cache pas les chiffres. Je les surveille chaque jour. Je les diminue grâce à un travail sur les causes profondes et à la formation. L'objectif est un faible taux d'évasion (non-conformité atteignant le client) et des corrections rapides.
Mon taux de rejet interne moyen glissant sur 12 mois à l'étape du traitement thermique est de 0,8 %. Mon taux de retravail et récupération est de 0,5 %. Mes retours externes pour des problèmes liés au traitement thermique sont de 0,06 %. J'agis sur toute tendance avec un 8D formel et je partage le rapport.

Comment je définis, mesure et réduis les rejets
Je classe les non-conformités à trois points. Je compte la ferraille lorsque la pièce ne peut pas être récupérée. Je compte le retravail lorsque je peux la réparer par un réchauffage ou un meulage. Je compte l'évasion lorsqu'un client la trouve. Je vise zéro évasion.
Les problèmes courants de traitement thermique comprennent la sous-dureté, la surdureté, la profondeur de cémentation faible, la cémentation excessive, la fissuration et le voilement au-delà de la limite. Je bloque la livraison dès qu'un problème se manifeste. Je trie à 100 % en cas de doute. Je n'expédie pas de pièces « peut-être conformes ».
- Rejet interne (ferraille) au traitement thermique : 0,8 % en moyenne, meilleurs mois 0,4 %–0,6 %.
- Retravail et récupération : 0,5 % en moyenne, principalement par revenu ou ré-induction.
- Rendement final après traitement thermique : 98,7 % en moyenne pour toutes les familles de pièces.
- Retour externe (cause traitement thermique) : 0,06 % des pièces expédiées.
J'effectue des audits de processus en couches 9 quotidiens. J'utilise le SPC pour la dureté et la profondeur de cémentation. J'agis lorsque je constate une dérive. J'encadre les opérateurs sur les délais de trempe, la taille de la charge et la vérification des capteurs. J'ajuste également la conception des montages pour réduire la distorsion.
Ce qui se passe si vous ou un laboratoire trouvez un problème
Vous pouvez choisir des pièces au hasard dans n'importe quel lot. Vous pouvez les envoyer à un laboratoire tiers 10. J'y suis favorable. Si votre laboratoire trouve un manquement, je commence le confinement dans les 24 heures. J'ouvre un NCR et j'émets un rapport 8D dans les 48 heures. Je définis la portée, trie le stock et vous protège.
- J'offre le retravail si la sécurité le permet. Sinon, je remplace ou crédite.
- Je couvre les coûts de test vérifiés par accord préalable.
- J'accélère le remplacement à mes frais lorsque le problème est de mon fait.
- Je partage la cause profonde, la correction et la preuve d'efficacité.
Je vous donne également une traçabilité complète. Je peux nommer le four, le temps de cycle, l'opérateur et l'équipe. Je peux montrer quelles pièces ont été traitées avant et après. Je peux montrer pourquoi c'est arrivé et ce que j'ai changé pour que cela ne se reproduise pas.
Travail standardisé et traçabilité
Je conserve des instructions de travail standard pour chaque numéro de pièce. J'établis des heures et des températures exactes. Je forme selon le même manuel. J'audite les étapes. Je verrouille le programme. Je marque chaque pièce ou carton avec le code de lot. Ce code est lié à tous les journaux et tests. En cas de question, je le retrace rapidement et j'agis avant que vos machines ne courent un risque.
Conclusion
Vous obtenez un traitement thermique uniforme lorsque je contrôle le cycle, vérifie le résultat, partage des rapports complets, étalonne souvent et agis rapidement sur les données.
Notes de bas de page
1. Explorez les normes et les considérations pour diverses nuances d'acier utilisées dans le traitement thermique. ↩︎
2. Comprenez la méthode pour contrôler l'atmosphère et la teneur en carbone dans les fours de traitement thermique. ↩︎
3. Informations métallurgiques détaillées sur la structure de la martensite revenue pour une dureté et une ténacité maximales. ↩︎
4. Guide pour minimiser les changements dimensionnels indésirables et le voilement des pièces après le processus de traitement thermique. ↩︎
5. Apprenez-en davantage sur les cartes de Contrôle Statistique des Processus (SPC) pour surveiller et contrôler les tendances de la qualité de fabrication. ↩︎
6. Importance d'utiliser le marquage laser pour une identification permanente et traçable sur les pièces fabriquées. ↩︎
7. Aperçu technique des thermocouples, les principaux capteurs pour une mesure précise de la température dans les fours. ↩︎
8. Explication des études d'Analyse des Systèmes de Mesure (MSA) pour garantir la précision de votre équipement de test. ↩︎
9. Principes et avantages de l'utilisation d'audits de processus en couches pour une adhésion constante aux procédures opérationnelles. ↩︎
10. Trouvez des laboratoires indépendants accrédités et des ressources pour les tests de matériaux et la vérification par un tiers de la qualité des pièces. ↩︎